

Alüminyum köpüklerin üretmi iki adet temel yönteme dayanmakta. Metalik eriyiklerin direk köpürtülmesi ve sıkıştırılmış tozların dolaylı yoldan köpürtülmesi, metal köpük fabrikasyonu için uygun maliyetli metotlardır. İki yöntemde de köpürtülmüş eriyiğin proses süresince stabil olması çok önemlidir (Evans v.d., 1999). Birincisi doğrudan köpürtme metodudur, burada dış bir kaynaktan gaz sürekli olarak özel olarak hazırlanmış ve içerisinde düzgün dağılmış, metal olmayan partiküller içeren, ergimiş metale köpük üretilmesi için enjekte edilir ve gaz salan bir kimyasal ajan eklenir. Dolaylı köpürtme metodu, düzgün dağılmış TiH₂ köpürtme ajanı ihtiva eden metal matristen oluşan katı bir prekursör ile başlar.
Alüminyum köpük oluşturmak için 9 adet yöntem mevcuttur geliştirilmiş, 5 tanesi ticari olarak uygulanmaktadır. Bunlar 4 genel sınıfa ayrılır:
a- köpük, buhar fazından yapılır.
b- köpük, sulu bir çözeltiden elektro depozite edilir.
c- sıvı hal prosesine dayanır.
d- köpük, katı halde üretilir.
Tüm yöntemler metallerin bir alt kümesinde, sınırlı açılarda rölatif yoğunluk ve hücre boyutlarında üretim için kullanılabilir. Açık ve kapalı hücreli köpükler üretilebilir. Ürünler kalite ve fiyat olarak çok farklılık gösterebilir. (Kilogramı $7-$12000)
Metal köpüğün özellikleri, yapıldığı metalin özelliklerine, rölatif yoğunluk ve hücre topolojisine (açık kapalı hücre, hücre boyutu) dayanır. Metal köpükler aşağıda listelenen 9 prosesten biriyle yapılır.
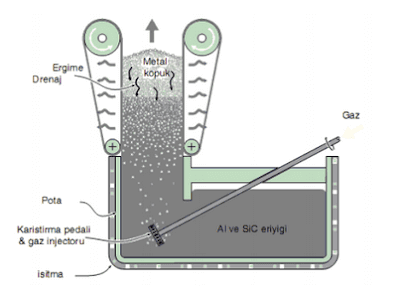
Metal Gaz Enjeksiyonu
Alüminyum oksit silisyum karbür gibi çözünmeyen ya da yavaş çözünen partiküller %10-%30 oranında eklenerek, alüminyum eriyiğin viskozitesi arttırılır. Kabarcık zarlarındaki drenaj engellenerek stabilizasyon sağlanır. Gaz enjeksiyon metodu en iyi alüminyum alaşımlarına uygulanır. Çünkü havaya ya da oksijen içeren gazlara maruz kaldıklarında fazla oksitlenmezler. Saf alüminyum ya da alaşımlarına 5- 15% aralığında seramik partiküller eklenir. Bu partiküller alümina, zirkona, silisyum karbür, TiH2’dir. Sıvı metalde karıştırıcı ucunda kabarcık oluşturmak için karbondioksit, oksijen, inert gazlar, ve su bile kullanılabilir. Bu prosesle oluşturulan kabarcıklar sıvı metalin paletli yüzeyine yükselerek katılaşmaya başlarlar.
1m genişliğinde 0.2 m kalınlığında 5-20 mm çaplarında kapalı hücre gözenekli levhalar, çeşitli tekniklerle üretilebilir. Norsk-Hydro ve Cymbat/Alcan köpükleri bu metotla yapılır. En düşük maliyetli yöntemdir ve 0.03 ten 0.1’e kadar rölatif yoğunlukta köpükler üretilebilir.
Gaz Bırakan Partiküllerin Eriyiğin İçinde Çözülmesi

Bu proses alüminyumu ergiterek ve ergime sıcaklığı 670 ve 690 o C arasında stabilize edilerek başlar. 1-2% kalsiyum eklenerek viskozitesi arttırılır, kalsiyum hemen oksitlenerek CaO ve CaAl2O4 bileşikleri oluşturur.
Sıvı metal kesintisiz olarak karıştırılarak 1-2% ve 5-20µm çapında TiH2 partikülleri eklenir. TiH₂ sıvı metal içinde homojen olarak dağıldığında karıştırma durdurulur ve eriyiğin üzerinde köpük oluşumuna müsaade edilir. Proses kontrolü yüksek basıncı, sıcaklığı ve zamanı ayarlayarak sağlanır. TiH2’yi ayrıştırmak genelde 10 dakika civarı sürer.
Kalsiyumun pahalı olması ve TiH2 kullanılması, gaz enjeksiyon metodundan daha pahalı hale getirmektedir.
Yarı Katı İçinde Gaz Bırakan Partikül Çözülmesi
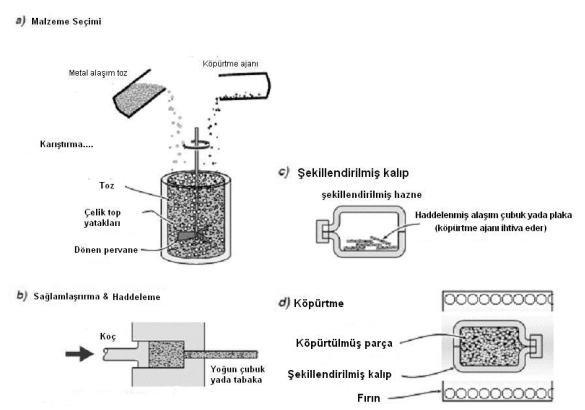
Yaygın olarak kullanılan TiH2 465 o C’de çözünmeye başlar ve bu sıcaklık saf alüminyumun (660 o C) ve alaşımlarının ergime sıcaklığından düşüktür. Böylece köpük yapıcının toz metalürji prosesleri kullanılarak katı alüminyum içinde yayılması ve sıcaklığın yeterli bir şekilde arttırılarak, eriyiğin bir bölümünde ya da tamamında gaz çözündürülerek, kabarcık büyümesi sağlanabilir.
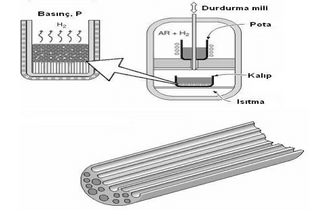
Köpük yapıcı partiküller, toz alüminyum alaşım ile birleştirilir. Bileşenler tam olarak karıştırıldıktan sonra, tozun soğuk ekstrüzyonu yoluyla çubuk ya da levhalar oluşturulur, prekursör materyali elde edilir.
Prekursör küçük parçalara dilimlenerek kapalı kalıba konur ve alaşımın katılık sıcaklığının biraz üzerindeki bir sıcaklığa kadar ısıtılır. TiH2 ayrışarak yüksek iç basınçlı boşluklar oluşturur. Bunlar yarı-katı akışla hacimsel olarak büyür, alüminyum kabarır ve kalıbı dolduran köpüğü oluşturur. Köpük kapalı hücrelidir, çaplar 1-5 mm arasında değişir.
Polimer Ya da Balmumu Prekursörünü Mastar Olarak Kullanarak Yapılan Döküm
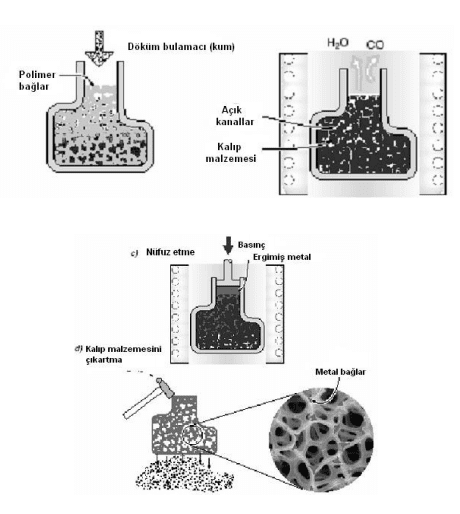
Sıvı metal yerine toz metal bulamaçları da kullanılabilir. Bunlar sonradan sinterlenir. 0.05 gibi düşük rölatif yoğunluğa ve gözenek boyutları 1-5mm aralığında açık hücre köpükler üretilebilir.
Bu proses hemen her metalden döküm yoluyla köpük üretmek için kullanılabilir. Bu yöntemin bir başka çeşidinde, prekursör yapısı, enjeksiyon yoluyla kalıplanmış polimer ya da balmumu kafeslerinden elde edilir. Kafes yapı döküm bulamacıyla kaplanır ve ısıtılır, geriye kalıbın ters kopyası kalır.
Bir Tanesi Eriyebilen İki Malzemenin Yeniden Sıkıştırılarak Dökülmesi
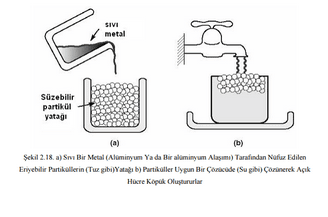
İki toz, ikisi de hacimsel olarak %25’in altında olmamak suretiyle karıştırılır ve sıkıştırılır. Takviyeden sonra bir toz (örneğin tuz) uygun bir çözücüde filtrelenir.
Alüminyum alaşımların toz karışımları (toz metalürjisi) bazlı köpükler, sodyum klorür ile geniş kesitlerde ve düzgün bir yapıda yapılabilir. Pratikte bu metotla 0.3-0.5 rölatif yoğunlukta malzemeler üretilebilir. Hücre boyutunu, toz partikül boyutu belirler ve 10µm ile 10mm arasında değişir.
Gaz-Metal Ötektik Katılaştırma
Al-,Be-,Ce-,Cu-,Fe-,Mg-,Mn-, ve Ni- alaşımları, bu alaşımlar ergitilir ve basınç altında hidrojenle doyurulur, yönlendirilmiş katılaştırmadan sonra basınç düşürülür. Katılaşma sırasında, katı metal ve hidrojen ötektik gaz reaksiyonu ile eşzamanlı olarak oluşur; hidrojen dolgu gözenekleri olan gözenekli bir yapı oluşturur. Bu materyaller GASAR olarak bilinir. %30 gözenek hacminde objeler elde edilir.
Gözenek yapısının kontrol ve optimizasyonu zordur. Bu yöntemle üretilen malzemeler pahalıdır .





